

Was ist Wasser?
Kaum ein industrieller Fertigungsprozess kommt ohne Wasseraufbereitung aus. Doch reines Wasser ist nicht gleich reines Wasser.
Welche Inhaltsstoffe im Wasser machen uns Anwendern Probleme und was steckt hinter den unterschiedlichen Aufbereitungsmöglichkeiten.
Wasser ist ein ausgezeichnetes Kühlmittel und ein universelles Lösungsmittel in dem nahezu alle Stoffe löslich sind. Je nach Aktivität und Konzentration von positiv oder negativ geladenen Salzen kann Wasser sauer oder alkalisch (basisch) sein.
Wussten Sie, dass gelöste Salze im Wasser als Ionen (Anionen -/Kationen+) vorkommen und mittels Ionentausch (Deionisierung) aus dem Wasser entfernt werden können. Dieses deionisierte Wasser nennt sich VE-Wasser (Vollentsalztes Wasser).
Der Leitwert ist ein Indikator für die „Verschmutzung“ des Wassers. Wasser ist nur leitfähig, wenn Salze in ihm gelöst sind. Der Salzgehalt wird mittels Leitwertmessung bestimmt. Da der elektrische Strom von gelösten Salzen (Ionen) transportiert wird, steigt die Leitfähigkeit mit zunehmender Ionenkonzentration.
Wussten Sie, dass die Leitfähigkeit der Kehrwert des elektrischen Widerstandes R ist.
Wir von easymetal haben uns auf die Entfernung von Stoffen aus dem Wasser spezialisiert. Mit über 20 Jahren Erfahrung bedienen wir mit unseren 3 Produktbereichen Umkehrosmose (EASYRO®), Deionisierung (E.KO IONISER®) und Desinfektion (henndrixx®) ein breites Spektrum der Wasseraufbereitung in der Metallverarbeitung.
Je nach erforderlichem Reinheitsgrad bieten wir das optimale Wasseraufbereitungsverfahren an. Dabei können individuelle Anforderungen auch eine Kombination und eventuelle Adaption der einzelnen Produkte verlangen. Wir arbeiten dabei EU-weit sehr eng mit unseren Partnern den OEM’s zusammen und können so auf jede individuelle Anforderung eingehen.
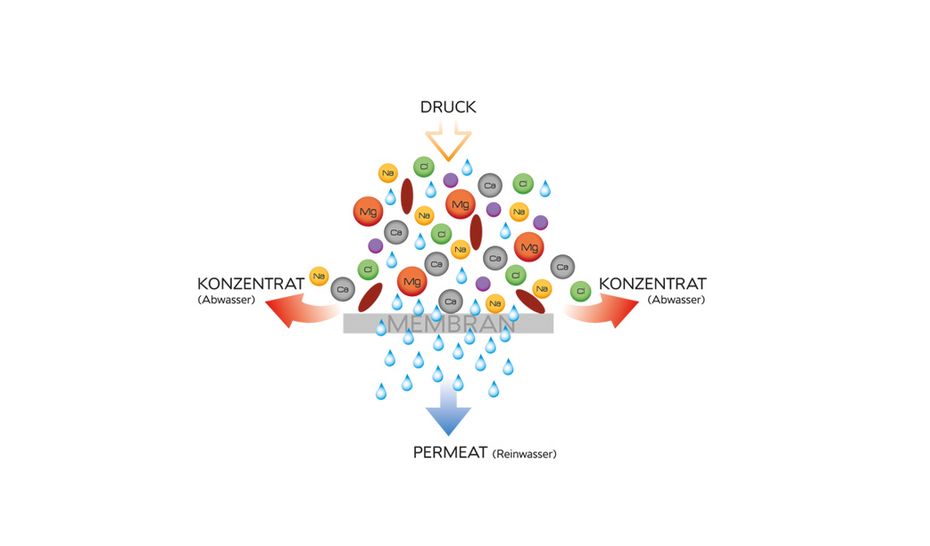
Wussten Sie, dass die Umkehrosmose ein druckbetriebenes Membranverfahren (mechanisch-physikalische Filtration) ist, bei dem kleinste Moleküle, Keime und Ionen nahezu vollständig aus einer Lösung (z.B. Wasser) abgetrennt werden.
Modernste Umkehrosmoseanlagen haben eine Filtrationseffizienz von bis zu 99 % bezogen auf eine 2000 ppm NaCl Lösung und ein geringes Leitwertergebnis.
Wussten Sie, dass ein Wassermolekül einen Durchmesser von 5 Ångstrom misst.
In unserer EASYRO® Umkehrosmoseanlage wird das Wasser durch eine TFC High-grade Hochleistungsmembrane mit einer Maschenweite von nur 6 Ångstrom (Å) gedrückt. Salze und andere Rückstände werden herausgefiltert. Der Eingangsleitwert des Wassers wird so um bis zu 98 % gesenkt.
Wussten Sie, dass der Reinheitsgrad von VE-Wasser (Reinstwasser) von seinem Leitwert abhängig ist.
Desto niedriger der Leitwert, desto höher der Reinheitsgrad.
Reinstwasser 0,1 – 1 µs/cm
Hochreines Wasser 0,055 – 0,1 µs/cm
Wir haben für die Deionisierung ein patentiertes Verfahren entwickelt, das es ermöglicht reinstes VE-Wasser zu produzieren und gleichzeitig den hohen Umweltansprüchen Genüge zu tragen.
Ursprünglich wurde der E.KO IONISER® speziell für die Wasseraufbereitung von Drahterodiermaschinen entwickelt.
Der E.KO IONISER® garantiert einen optimalen pH-Wert mit niedrigstem Leitwert von bis zu 0,1 µs über die Laufzeit der gesamten Maschine. Mittlerweile hat sich das Einsatzgebiet vergrößert, da diese Qualitätsansprüche auch in anderen Anwendungen der Metallverarbeitung gefordert werden.
Wussten Sie, dass die Vordeionisierung die Standzeit erhöht und die Prozessstabilität gewährleistet.
Hohe Anforderungen in der Metallverarbeitung
In der Metallverarbeitung werden die Prozesse immer komplexer dadurch werden die Anforderungen an die Wasseraufbereitung immer höher. Die entscheidenden Parameter für die Beurteilung der Wasserqualität in der Metallverarbeitung sind vorwiegend:
Härtebildner, Silikat (Kieselsäure), Chlorid, Metallsalze, pH-Wert, Leitwert, Trübung und organische Stoffe (Bakterien, Keime, Algen, …)
Wussten Sie, dass zu den positiv (+) geladenen Kationen z.B. Natrium, Kalium, Calcium, Magnesium und Silikat zählen, zu den negativ (–) geladenen Anionen z.B. Chlorid, Sulfat, Nitrat und Phosphat.
Bestens aufbereitetes VE-Wasser weist einen sehr niedrigen Leitwert auf. In der Teilereinigung ist die Reinheit des VE-Wassers entscheidend für den optimalen Spülprozess vor der anschließenden Beschichtung. Kleinste Rückstände können das Beschichtungsergebnis stark beeinträchtigen.

Auch für den Ansatz von Kühlschmiermitteln ist die optimale Aufbereitung des Wassers von großer Wichtigkeit.
Beim Ansetzen einer Emulsion mit nicht aufbereitetem Wasser gelangen nun diese gelösten Salze (Härtebildner, Sulfate, Chloride etc.) in den Kühlkreislauf. Durch den Erwärmungs-, Verdunstungsprozess reichert sich die Emulsion mit den im Kühlkreislauf verbleibenden Salzen an. Dies führt zu einer unerwünschten Aufsalzung.

Hohe Salzfrachten können weiße Ablagerungen und Rückstände auf den Werkstücken hinterlassen. Chloride führen im Kühlschmiermittel zur Korrosion auf Werkstücken und zur Bildung von Flecken auf Aluminium.
Wussten Sie, dass die Aufsalzung des Kühlschmiermittels meist durch Verdampfungs- und Verdunstungsverluste entsteht.
Salze können nicht verdunsten, bleiben im Kühlschmiermittel zurück und konzentrieren sich immer mehr auf. Je nach Laufzeit und Verdampfung hat sich der Wasserinhalt schnell halbiert und der Gesamtsalzgehalt verdoppelt.
Stadtwasser für die Nachfüllung reicht hier nicht aus, auch nicht mit einer Wasserenthärtung.
Enthärtetes Wasser aus Kationentauschern hat annähernd den gleichen Salzgehalt, wie das ursprüngliche Stadtwasser. Eine Aufsalzung über die Nachspeisung findet also immer noch statt. Die Aufsalzung kann nur durch den Einsatz von VE-Wasser im Fluidmanagement vermieden werden. VE-Wasser enthält bis auf Spuren keine gelösten Salze mehr und lässt somit von vornherein keine Aufsalzung zu.
Wussten Sie, dass im Erodierprozess mind. 1 x pro Jahr das Wasser in der Maschine getauscht werden soll.
Haben Sie Fragen zum Thema? Kontaktieren Sie uns, wir beraten Sie gerne.